DHKWs
Engineering and delivery of industrial energy systems.

We develop, integrate and deliver complex energy systems – efficient, reliable and future-proof.
Our engineers and partners support you with technical challenges around your plant – from standard cases to special solutions.
Studies, calculations, basic design and detailed construction for manufacturing, installation and safe operation – including P&IDs, measuring point and consumer lists.
Build and test in our workshop, on-site assembly, integration into existing systems, and technical commissioning.
Operations management, maintenance, troubleshooting, analysis, optimisation and upgrades to improve existing systems.
Our strength lies in combining technical design, practical implementation, documentation and operational experience.
Custom-built rather than off-the-shelf.
CE, PED, ATEX, HAZOP and FAT.
Prototyping, assembly and testing.
Commissioning, maintenance and optimisation.
Each service area has its own content page with technical focus, use cases and a direct enquiry function.
Engineering and delivery of industrial energy systems.
Mechanical drives for blowers, compressors and other equipment.
Modular side-stream systems for diesel and storage tanks.
Integration, BOP, gas handling and standards compliance.
Custom backup power systems for demanding applications.
Team, experience, workshop, quality and partner network.
Request a fuel cleaning system directly via enquiry basket.
For project-related services, the process remains consultation- and engineering-led. For fuel cleaning systems, the shop / order process can also be used.
Technical key data, objectives, medium, installation site and interfaces.
Engineering, component selection, scope of supply and commercial clarification.
Assembly, testing, documentation and shipping preparation.
Installation, functional testing, handover and optional service.
Concept design, engineering and technical implementation of DHKW plants and energy-efficient system solutions for industrial applications.
A DHKW replaces electrically driven compressed-air generation with a directly driven screw compressor powered by a gas, biogas, or prospectively hydrogen-capable engine. The resulting waste heat is also put to productive use.
A compact, turbocharged gas engine directly drives a screw compressor. This generates compressed air mechanically from gas, biogas, or optionally H₂-ready fuel, rather than electrically.
A compact, turbocharged natural gas engine built for maximum efficiency and power output (e.g. 2G Energy 406 natural gas, 248 kWmech) directly drives a screw compressor (e.g. Aerzener VMX). This generates, for example, 40 m³/min of compressed air at 8 bar(g). At the same time, usable heat is available for heating or process heat.
Using a typical design as an example, the following diagram shows how a single fuel input simultaneously produces compressed air and multiple stages of usable heat.
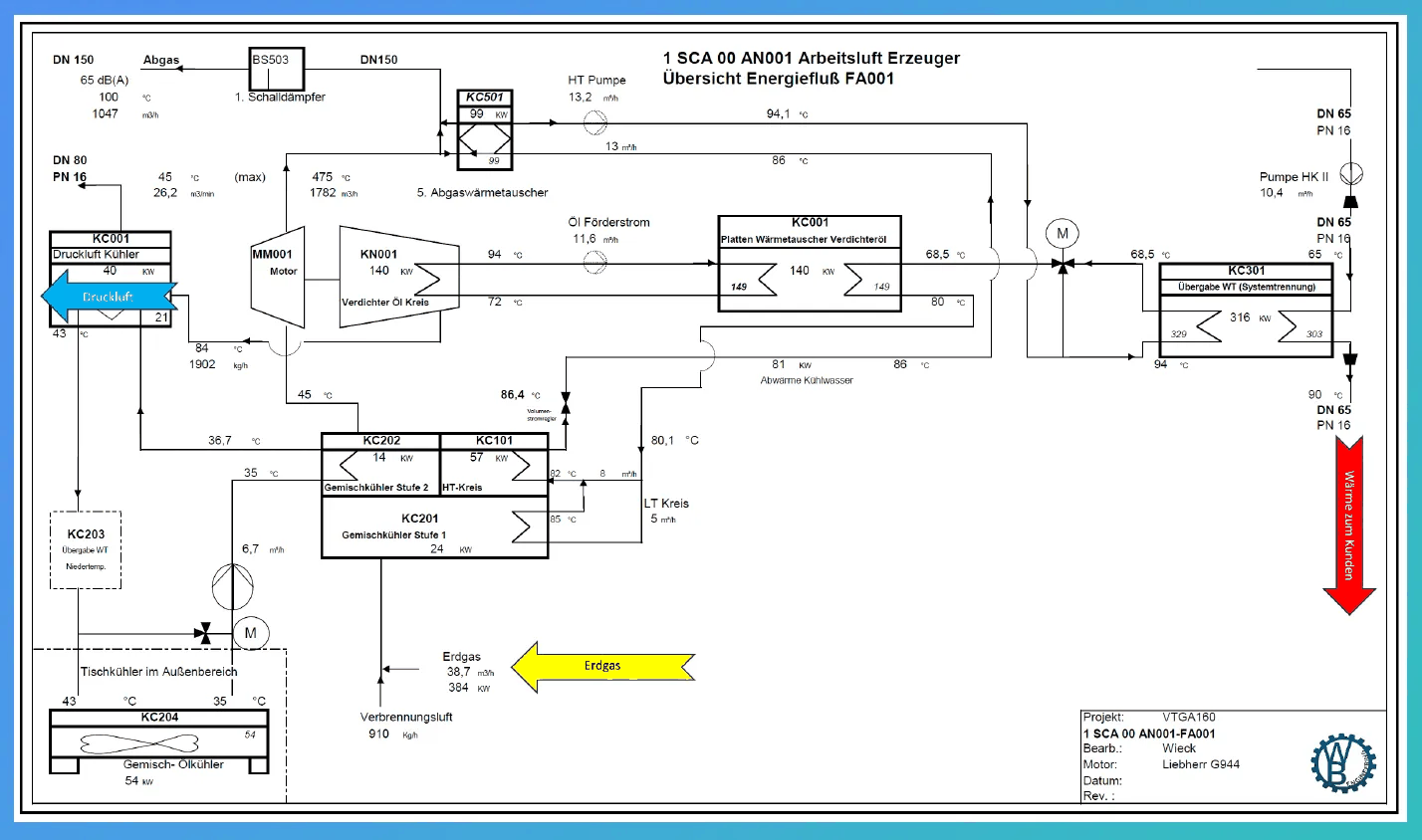
Example energy flow overview: the gas engine mechanically drives the compressor to generate compressed air, while heat from engine cooling, compressor oil, exhaust gas and compressed-air cooling is recovered across several heat exchanger stages and supplied to the customer at a usable temperature level.
Want to cut costs and CO₂ in your compressed-air generation – all the way to carbon neutrality?
Then generate compressed air from hydrogen, natural gas or biogas instead of electricity – with our DHKW. And the heat comes free of charge.
The economic benefit is greatest where compressed-air demand is high, operating hours are long, and there is a significant gap between electricity and gas prices.
Particularly attractive where compressed-air and heat demand is consistently or regularly high.
Advantageous for companies that are already large-scale natural gas consumers or can use alternative fuels.
With high operating hours, a DHKW can significantly reduce operating costs compared with electrical compressed-air generation.
Ideal when replacing an old compressor or expanding an existing compressed-air station.
This is exactly where the DHKW comes in: electrical compressor output is reduced or replaced, while usable heat is generated at the same time. Several savings levers take effect simultaneously.
In conventional compressed-air generation, electrical energy powers the compressors and much of the resulting heat goes unused. A DHKW generates compressed air mechanically via a gas or biogas engine and also makes the waste heat usable.
The biggest lever is reducing electrical compressor work. The higher the electricity price, operating hours and compressed-air demand, the stronger the economic case for a DHKW.
Heat from the engine, exhaust and compressed-air cooling can be put to use. This turns compressed-air generation into a combined energy system.
A DHKW is especially worthwhile for multi-shift operation, continuous base load, or planned expansions of compressed-air supply.
Besides natural gas, depending on the engine concept, biogas or, prospectively, hydrogen-capable solutions can also play a role.
We assess compressed-air demand, heat demand, operating hours, energy prices and installation conditions, and determine whether a DHKW makes technical and economic sense.
The variants build on the existing project logic: different compressed-air volumes, fixed speed, variable delivery volume and containerised outdoor installation.
Concept for high compressed-air output, e.g. 40 m³/min, with intake control.
Fixed-speed design for high efficiency and a robust base load.
Variable delivery volume via speed control for more flexible load profiles.
Suitable for outdoor installation and modular integration on site.
For a DHKW, early technical assessment is decisive: compressed-air profile, heat profile, operating hours, fuel costs, installation site and integration with existing systems.
Compressed-air demand, heat demand, run times, energy prices and existing infrastructure.
Engine, compressor, heat utilisation, controls, installation site and interfaces.
Engineering, manufacturing, assembly, integration and commissioning.
Support, maintenance, optimisation and technical assistance during ongoing operation.
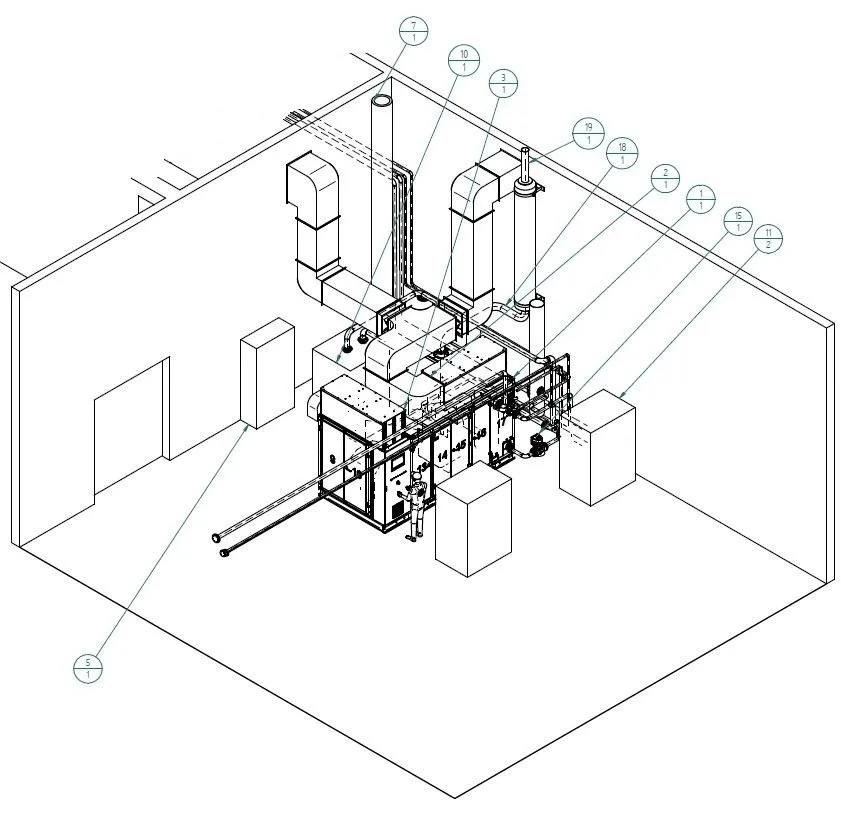
Example installation planning: this shows how a DHKW, including exhaust routing, silencer and connections, is technically integrated into the existing plant room – including all relevant interfaces marked for assembly and commissioning.
WB Engineering is certified by TÜV SÜD as a specialist company according to § 62 AwSV (WHG). This qualification supports legally compliant work on systems involving water-polluting substances and provides additional safety, quality and legal certainty for industrial, energy and plant engineering projects.